Dalian starr's precision mould co., LTD
Touch people: manager xu
Telephone: 86-0411-88530055
Address: 1-4 Huaihe West Road, Jinzhou District, Dalian City, Liaoning Province
Web site: www.dlhuashuo.com

Dalian starr's precision mould co., LTD
Touch people: manager xu
Telephone: 86-0411-88530055
Address: 1-4 Huaihe West Road, Jinzhou District, Dalian City, Liaoning Province
Web site: www.dlhuashuo.com
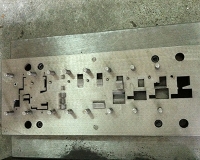
Dalian stamping parts are manufactured by stamping on the premise of low material consumption. The parts are light in weight and good in stiffness. After plastic deformation of sheet metal, the internal structure of metal is improved, and the strength of stamping parts is improved. External forces such as pipes and profiles are applied to produce plastic deformation or separation, thus obtaining the required shape and size of the workpiece (stamping) forming process.
Stamping and forging belong to plastic processing (or pressure processing), which is called forging. It should also be transformed into the required finished product shape and meet the requirements of dimension tolerance. Generally speaking, the basic equipment includes shearing machine, numerical control punch, plasma, water jet cutting machine, compound machine, bending machine and various auxiliary equipment such as uncoiler, leveler, deburring machine, spot welding machine, etc. It is also good for subsequent painting (poor adhesion of paint at sharp corners).
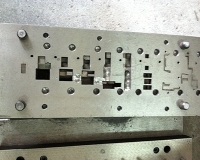
T he punching process has good workmanship. For some parts which are not suitable for shape positioning, preformed technology holes can be added. For parts with more complex local bulging and deeper drawing depth, material forming buffer zone can be set inside the drawing rib outside the periphery. For bending and flanging, stiffeners and ribs can be added in the direction of vertical bending line to control the springback of materials. The bending angle of the parts is not enough or too small.
Other anti-springback measures on the die are not to mention some other bending measures here. Appropriate technological incision can be made at the wrinkle-prone part of flanging to improve wrinkle condition. The rigidity is not strong due to insufficient work hardening. If the appearance of the product is allowed, the reinforcement ribs and ribs can be added. If not, the deformation degree of the ribs can be considered, such as increasing the blank holder force and drawing ribs.
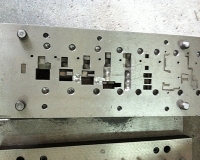
The expanding component of the die is increased during forming, which overcomes the traditional die design structure and opens the clearance of the discharging plate (that is, when the die is closed, the material can be compressed). In the key forming part, the unloading plate must be made into an inlay structure to facilitate the solution of the grinding (pressing) loss caused by the long stamping of the unloading plate pressing part, but the material can not be compacted.