Dalian starr's precision mould co., LTD
Touch people: manager xu
Telephone: 86-0411-88530055
Address: 1-4 Huaihe West Road, Jinzhou District, Dalian City, Liaoning Province
Web site: www.dlhuashuo.com

Dalian starr's precision mould co., LTD
Touch people: manager xu
Telephone: 86-0411-88530055
Address: 1-4 Huaihe West Road, Jinzhou District, Dalian City, Liaoning Province
Web site: www.dlhuashuo.com
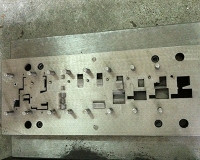
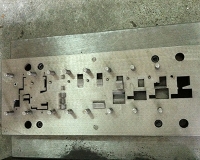
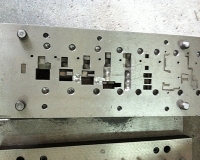
Explain the cause of the failure of the stamping die
Dalian stamping die gap, stamping parts of the quality of the section has a very important impact. In addition, the gap of the stamping die also influences the life of the punch die, the unloading force, the pushing force, the punching pressure and the size precision of the punching parts. Therefore, the blanking die gap is punching process and stamping die design of a very important process parameters. The size change is related to the material properties, thickness, rolling direction and other factors. The material property directly determines the elastic deformation of the material in the stamping process. The soft elastic deformation is small, after punching the elastic recovery is small; the elastic recovery of a large amount of steel. The influence of these factors is discussed under the premise of certain stamping die manufacturing precision. If the stamping die cutting edge manufacturing precision is low, then the stamping parts manufacturing accuracy can not be guaranteed. Therefore, the convex, concave die cutting edge of the manufacturing tolerances must be determined by the size of the workpiece to determine.
At present, the development of Chinese stamping technology, precision stamping mold has been able to produce mobile phone camera and plastic mould multi cavity mold small modulus gear, and the accuracy of 5mm 7800 cavity plastic mold etc.. Large complex precision casting die has been able to bridge gear box mould production escalator die-casting mould, after the whole automobile pedal, and automobile engine shell casting mould. In the direction of the feeding of the blank, with two or more stations, in the press of a stroke, in a different position on the successive completion of two or more than two stamping process of the mold.