



冲压模具常遇的问题
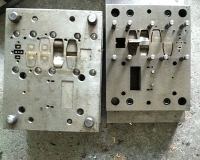
大连冲压模具需要冷却液通道,以确保使退火金属板材的温度快速降低至200摄氏度以下。在以往,通常需要采用在模具中直接钻孔的方式制成冷却液通道,因此,几乎不可能在表面上产生连续位置,对于复杂形状的模具则更是如此。
基材为粉末形态的工具钢,一层一层地喷涂上去,并通过激光焊连接起来。之前,舒勒已通过全面检查确定了理想的工艺参数以及粉末材料的最佳成分,然后还对组合模进行了各种测试,确定了抗拉强度和比重。
模具,是以特定的结构形式通过一定方式使材料成型的一种工业产品,同时也是能成批生产出具有一定形状和尺寸要求的工业产品零部件的一种生产工具。大到飞机、汽车,小到茶杯、钉子,几乎所有的工业产品都必须依靠模具成型。
冲压生产过程中引起尺寸超差,主要是模具的磨损、定位导向不良和制件产生变形。模具的刃口磨耗.会造成毛刺太大或切外形尺寸变大、冲孔变小、平面度超差,应该刃磨或更换模具。定位导向不良包括没有导向、导销或其他定位装置没有起作用,送料机没有放松,定位块磨损使送距过长,导料板长度不对或导料间隙太大等。
冲压模具制件的表面质量问题,主要是毛刺过大。造成制件毛刺过大的原因,首先是模具刃口的磨损,应重新研磨模具(下述),确保刃口锋利。其次是凸、凹模的间歇不合理,间隙过大使侧面大部分为擦光带,间隙太小会出现二次剪切面,如果材料硬度太高,则应更换材料或加大间隙。





 公司服务热线:
公司服务热线: 公司地址:辽宁省大连市金州区淮河西路1-4号
公司地址:辽宁省大连市金州区淮河西路1-4号